021-52913386
13681715514

021-52913386
13681715514
一、产品简介
本系统采用微量润滑(MQL)+低温液氮复合冷却技术,专为高速切削、难加工材料(钛合金、高温合金、碳纤维、硬质复合材料等)设计,通过液氮低温强冷+微量油雾润滑双重作用,大幅提升刀具寿命、改善工件表面质量,实现干式绿色切削,无废液、无污染。
二、核心特点
1. 复合冷却:液氮低温冷却+微量润滑,降温效果远超传统切削液
2. 绿色环保:全干式加工,无废液、无残留、零污染
3. 高效耐用:刀具寿命提升50%-200%,加工效率显著提高
4. 精准控制:润滑量、液氮流量、喷射时序独立可调
5. 适配广泛:加工中心、数控车床、钻铣设备、专用机床均可适配
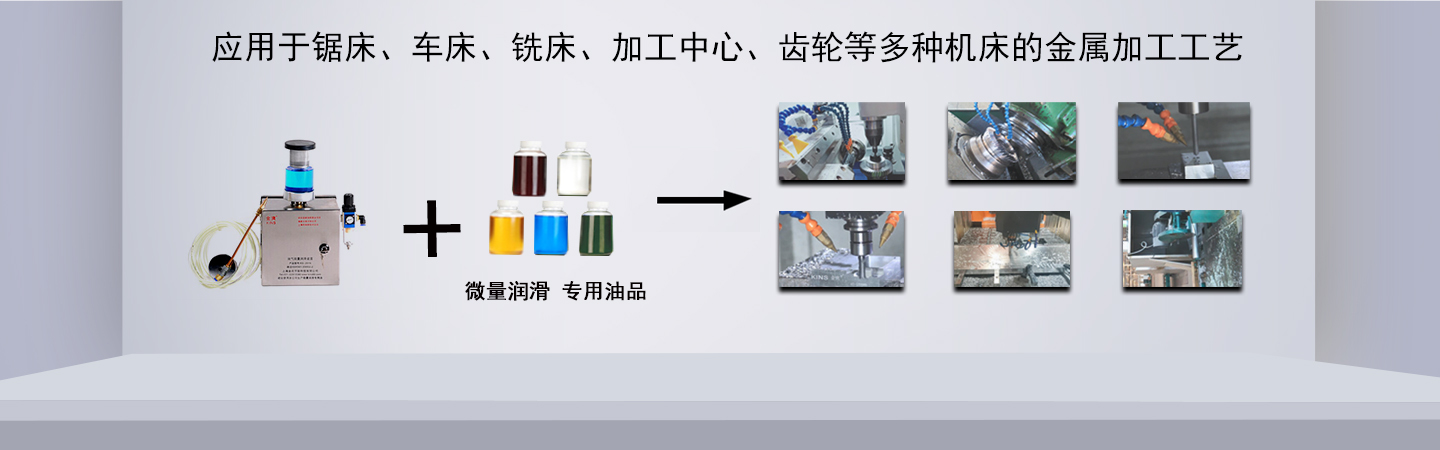
三、适用范围
钛合金、镍基高温合金、不锈钢、复合材料、高硬度钢材等难加工材料切削、钻孔、铣削、攻丝、深孔加工。
四、主要技术参数
• 工作气压:0.5~0.8MPa
• 润滑油耗:5~50ml/h(可调)
• 液氮流量:0~20L/min(可调)
• 控制方式:手动/机床M代码联动
• 供电电压:DC24V
• 油箱容量:2.5L
• 安装方式:壁挂式/机床侧装
五、工作原理
系统将微量润滑油雾化后,与低温液氮混合同步输送至切削区域,液氮实现瞬间低温冷却,微量油雾提供边界润滑,降低切削温度、减少刀具磨损、提升加工精度与表面质量。
六、安装与使用
1. 接入洁净压缩空气与液氮源,固定主机并连接管路
2. 接通DC24V电源,可接入机床M代码实现自动控制
3. 开机检查气源、液氮压力,调节润滑量与液氮流量
4. 启动机床主轴与系统,即可进行切削加工
5. 停机顺序:先关切削→关系统→关气源与液氮
七、日常维护
• 每日检查油位、气源、液氮管路密封性
• 每周排放过滤器积水,清洁喷嘴与管路
• 每月检查管路老化、接头松动情况
• 使用专用植物基微量润滑油,禁止混用油品
八、安全注意事项
• 液氮为超低温介质,严禁直接接触皮肤与眼睛
• 安装使用保持通风,防止缺氧风险
• 禁止拆卸、敲击液氮管路与阀门
• 设备仅由专业人员操作与维护
联系人:金兆节能
手机:13681715514
座机:021-52913386
邮箱:13681715514@139.com
地址:上海市虹口区东大名路888弄5-703
手机:
021-52913386 (座机)
13681715514 (手机)
邮箱:
13681715514@139.com
地址:
上海市虹口区东大名路888弄5-703 (办公)
浙江省嘉兴市平湖市独山港镇中山路3288号1幢 (工厂)