021-52913386
13681715514

021-52913386
13681715514
加工中心微量润滑(MQL)改造方案
一、改造背景与目标
(一)改造背景
加工中心广泛应用于铣削、钻攻、镗孔等精密加工工序,传统浇注式冷却润滑模式存在诸多痛点:切削液消耗量大、废液处理成本高,易造成车间环境污染;工件加工后残留切削液,需额外清洗工序,增加生产时间与成本;切削液长期使用易滋生细菌,影响操作人员健康,且刀具寿命受切削液性能衰减影响较大。
随着绿色制造与精益生产理念的普及,微量润滑(MQL)技术以“准干切削”为核心,可大幅减少润滑介质消耗,适配加工中心高精度、高效率的加工需求,尤其适合铝合金、不锈钢等新能源电池托盘常用材质的加工。
(二)核心改造目标
1. 降本增效:减少95%以上润滑介质消耗,降低切削液采购、废液处理成本;延长刀具寿命30%-50%,提升加工效率15%-20%。
2. 提质降耗:优化工件表面光洁度,避免黏刀、毛刺等缺陷,减少后续打磨工序;省去工件清洗环节,缩短生产周期。
3. 环保安全:实现近零废液排放,改善车间作业环境,降低操作人员皮肤、呼吸道受刺激的风险,符合环保法规要求。
4. 稳定兼容:改造后系统与加工中心原控制系统无缝联动,不影响设备原有加工精度与工序流程。
二、改造适用范围与技术选型
(一)适用范围
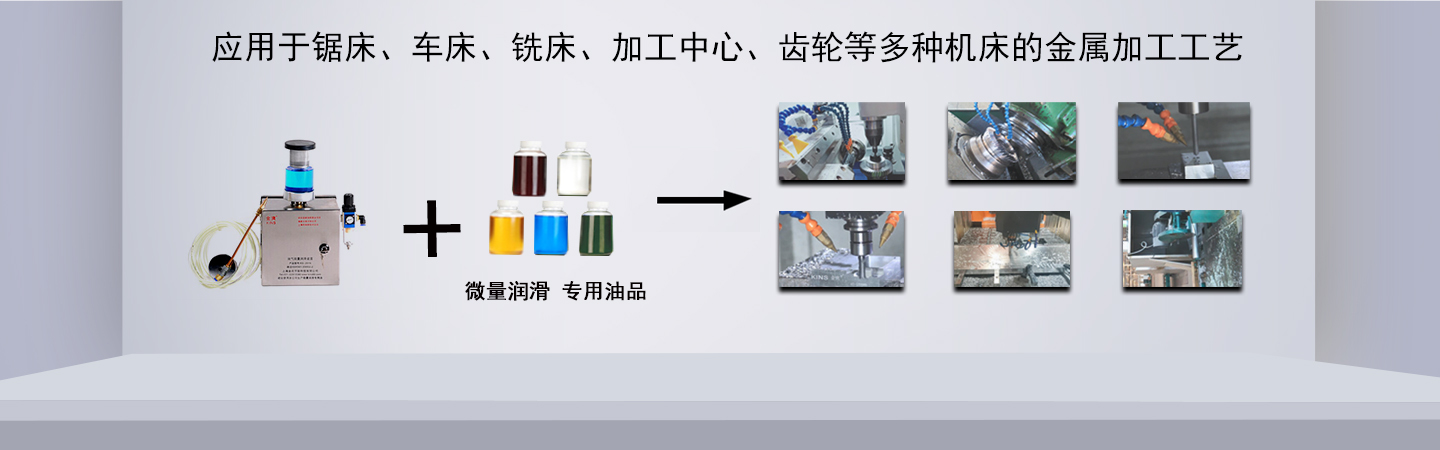
本方案适用于立式、卧式加工中心的改造,覆盖铣削、钻攻、镗孔、螺纹加工等工序,尤其适配铝合金(6系/7系)、不锈钢等难加工或易黏刀材质的加工场景。
(二)核心技术选型
1. MQL系统类型:选用油气混合式数字化微量润滑系统,具备高精度计量、稳定雾化、智能联控等特点,支持内冷、外冷两种润滑方式。
2. 关键组件选型
- 供油单元:配备2-5L容量油箱,搭载高精度齿轮泵,供油精度可达0.01mL/min,支持多通道独立供油;配备液位低报警装置,避免缺油停机。
- 雾化单元:采用外混式雾化喷嘴,雾化颗粒直径控制在5-20μm,确保油雾均匀覆盖切削区域;喷嘴角度可调节(0°-90°),适配不同刀具与加工工序。
- 控制单元:搭载触摸屏PLC控制系统,可存储100组以上工艺参数,支持与加工中心CNC系统联动,实现“加工启动-润滑开启-加工停止-润滑关闭”的同步控制;具备压力、流量实时监测与异常报警功能。
3. 润滑介质选型:选用合成酯基专用MQL润滑油,黏度等级10-46 cSt(40℃),具备优异的润滑性、渗透性与生物降解性,适配铝合金、不锈钢等材质的高速切削加工,避免产生积屑瘤。
三、详细改造实施步骤
(一)前期准备阶段
1. 设备调研与工艺分析
- 统计待改造加工中心的型号、轴数、主轴功率、刀柄类型(BT30/BT40/BT50)、加工工序及切削参数(转速、进给量、切削深度)。
- 针对典型加工工件(如电池托盘的安装面、螺栓孔、密封槽),测试不同润滑参数下的加工效果,确定最优油雾供给量、气压值等基础参数。
2. 人员培训:组织操作人员、设备维护人员开展专项培训,内容涵盖MQL系统原理、操作规范、参数调整、日常维护等,确保熟练掌握系统使用方法。
3. 物料准备:采购MQL系统组件、润滑油、耐高压管路、接头等物料,提前定制适配加工中心主轴的内冷通道转接件。
(二)硬件安装与集成阶段
1. 系统固定与管路布局
- 将MQL系统主机安装在加工中心旁侧,确保与设备保持安全距离,便于操作与维护;油箱位置需高于供油泵,保证供油顺畅。
- 铺设耐高压尼龙管路,主管路直径选用8-10mm,分支管路直径选用4-6mm;管路走线需避开设备运动部件(如主轴、工作台),采用卡扣固定,防止磨损渗漏。
2. 喷嘴与内冷通道安装
- 外冷配置:根据加工工序需求,在机床主轴周围安装2-4个可调角度喷嘴,针对铣削工序,喷嘴需对准刀具切削刃与工件接触区域;针对钻攻工序,喷嘴需沿钻头轴向布置,辅助排屑。
- 内冷配置:在主轴刀柄与MQL系统之间加装转接件,将油雾通过主轴内冷通道输送至刀具内部,直达切削核心区域,适配深孔钻、长刃铣刀等刀具的加工需求。
3. 电气联动调试
- 将MQL系统的控制信号与加工中心CNC系统对接,设置联动触发条件:当主轴启动且进给轴运动时,MQL系统自动开启供油;当主轴停止或进给轴暂停超过5秒时,系统自动停止供油。
- 调试压力、流量传感器,设置报警阈值:当气压低于0.3MPa或供油流量异常时,系统发出声光报警并暂停加工,避免刀具损坏。
(三)参数调试与工艺优化阶段
1. 基础参数设定
加工工序 供油流量(mL/min) 供气压力(MPa) 喷嘴角度 适用刀具
铣削加工 0.1-0.3 0.4-0.6 30°-45° 面铣刀、立铣刀
钻攻加工 0.05-0.15 0.5-0.7 0°(轴向) 麻花钻、丝锥
镗孔加工 0.1-0.2 0.4-0.5 15°-30° 镗刀
2. 分工序工艺优化
- 铣削工序:采用多喷嘴环绕式喷射,油雾覆盖刀具全切削刃,配合高速切削参数(转速8000-12000r/min),减少刀具磨损,提升工件表面光洁度。
- 钻攻工序:优先启用内冷润滑模式,确保油雾深入孔底,辅助排屑,避免切屑缠绕刀具;针对深孔加工(孔深>5倍孔径),适当提高供气压力,增强排屑效果。
- 精加工程序:适当降低供油流量,减少油雾残留,保证工件尺寸精度与表面清洁度,无需后续清洗即可进入下道工序。
四、质量控制与安全保障措施
(一)质量控制措施
1. 过程检测:改造后前10批次加工工件,采用三坐标测量机检测尺寸精度(如平面度、垂直度、孔径公差),对比改造前后数据;采用粗糙度仪检测工件表面粗糙度,确保Ra值满足工艺要求。
2. 刀具监测:记录刀具使用寿命,对比改造前后刀具磨损量,当刀具磨损量达到阈值时,及时更换刀具,避免工件缺陷。
3. 油雾浓度监测:在车间安装油雾浓度传感器,确保工作区域油雾浓度低于5mg/m³,符合职业健康安全标准。
(二)安全保障措施
1. 设备防护:在MQL系统主机与管路连接处加装防漏垫片,在喷嘴区域加装防溅罩,防止油雾外溢污染车间;系统配备紧急停机按钮,遇突发故障可快速切断供油供气。
2. 操作规范:操作人员需佩戴防护口罩与手套,避免直接接触MQL润滑油;定期清理设备工作台与切屑收集箱,保持车间整洁。
3. 环保处理:收集加工过程中产生的干切屑,可直接回收利用,无需进行切削液分离处理;定期更换MQL系统滤芯,废旧滤芯交由专业机构处理。
五、实施计划与周期
阶段 工作内容 周期(按单台设备测算)
筹备阶段 设备调研、工艺测试、人员培训、物料采购 1周
安装阶段 系统固定、管路铺设、喷嘴安装、电气对接 2-3天
调试阶段 参数设定、工艺优化、小批量试产 3-5天
验收阶段 批量生产验证、质量检测、成本核算 2天
总计 - 2周左右
六、成本效益分析
(一)成本节约
1. 直接成本:传统浇注式润滑切削液消耗量约为30-60L/h,MQL系统润滑油消耗量仅为0.05-0.3L/h,年节省润滑介质采购成本85%以上;省去切削液过滤、废液处理费用,单台设备年节约环保成本1-2万元。
2. 间接成本:刀具寿命延长30%-50%,年减少刀具采购成本20%-30%;省去工件清洗工序,降低人工与水资源消耗;干切屑回收价值提升15%-20%。
(二)效益提升
1. 生产效率:加工节拍缩短15%-20%,减少非加工时间(如清洗、换刀),尤其适配大批量零件加工需求。
2. 质量收益:工件表面不良率降低90%以上,尺寸精度稳定性提升,减少返工与报废成本。
3. 环保收益:实现近零废液排放,规避环保处罚风险,助力企业通过绿色工厂认证。
七、后期维护与技术支持
1. 日常维护
- 每日:检查油箱液位、供气压力、喷嘴通畅性,清理切屑收集箱;观察油雾雾化效果,如有异常及时调整参数。
- 每周:清洗系统滤芯与喷嘴,防止堵塞;检查管路接头是否渗漏,紧固松动卡扣。
- 每月:校准供油流量与气压传感器,确保参数精准;更换变质润滑油,清理油箱沉淀物。
2. 定期保养
- 每3个月:对MQL系统主机进行全面检修,更换磨损管路与密封件;对加工中心主轴内冷通道进行疏通,避免积碳堵塞。
- 每6个月:邀请厂家技术人员进行系统性能检测,优化工艺参数,提升运行效率。
3. 技术支持:与MQL系统供应商建立长期合作关系,提供24小时故障响应服务;定期组织技术交流,根据新加工工艺需求调整系统配置。
联系人:金兆节能
手机:13681715514
座机:021-52913386
邮箱:13681715514@139.com
地址:上海市虹口区东大名路888弄5-703
手机:
021-52913386 (座机)
13681715514 (手机)
邮箱:
13681715514@139.com
地址:
上海市虹口区东大名路888弄5-703 (办公)
浙江省嘉兴市平湖市独山港镇中山路3288号1幢 (工厂)