021-52913386
13681715514

021-52913386
13681715514
齿轮加工微量润滑(MQL)替代传统切削液改造方案
一、方案背景
传统齿轮加工采用浇注式切削液工艺,虽能实现冷却、润滑、排屑效果,但存在诸多痛点:切削液需定期更换,易产生废液污染环境,处理成本高;切削液飞溅易导致设备锈蚀、车间环境脏乱;长期使用还可能因切削液变质引发加工质量波动。
微量润滑(MQL)技术以极少量专用润滑油通过高压雾化精准喷射至切削区域,可在满足齿轮加工润滑、冷却需求的同时,解决传统切削液的上述问题,契合绿色制造、降本增效的行业发展趋势。
二、方案核心优势
1. 降本增效:MQL 润滑油用量仅为传统切削液的万分之一,大幅降低采购成本;无需建设切削液存储、过滤、废液处理系统,减少设备投入与运维费用;加工后工件清洁度高,省去清洗工序,缩短生产周期。
2. 绿色环保:无大量废液排放,仅产生少量油雾,通过配套油雾回收装置即可达标处理,符合环保法规要求;避免切削液对土壤、水体的污染,降低企业环保风险。
3. 提升加工质量:MQL 油膜附着力强,可在刀具与工件、切屑间形成稳定润滑层,减少切削摩擦与磨损,降低齿轮齿面粗糙度,提升齿形精度;避免传统切削液因冲刷导致的齿面微观损伤,提高齿轮成品合格率。
4. 延长设备寿命:减少切削液对设备导轨、主轴等部件的锈蚀与腐蚀,降低设备故障率,延长设备维保周期。
三、适用加工场景
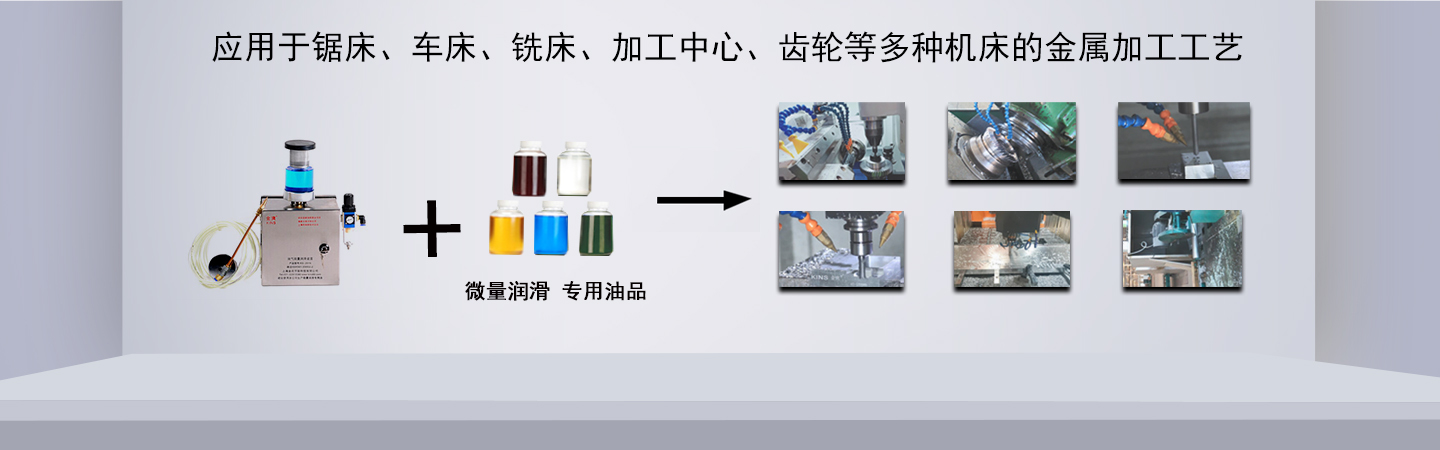
本方案适用于滚齿、插齿、铣齿、磨齿等主流齿轮加工工序,适配材料包括碳钢、合金钢、不锈钢等常用齿轮基材,尤其适合高精度、高强度齿轮的批量加工。
四、方案实施内容
(一)设备改造
1. MQL 系统安装:为齿轮加工机床加装高压雾化 MQL 装置,该装置包含润滑油箱、高压泵、雾化喷嘴、气路系统及控制系统。喷嘴需根据加工工序精准定位,确保雾化油滴直射切削刃与工件接触区域(滚齿工序喷嘴对准滚刀与齿坯啮合处,磨齿工序对准砂轮与齿面接触点)。
2. 油雾回收系统配套:在机床工作区域上方安装油雾净化器,通过负压吸附加工过程中产生的油雾,经过滤后实现空气达标排放,回收的润滑油可循环利用。
3. 机床适配调整:对机床主轴转速、进给量等参数进行优化匹配,MQL 工艺下可适当提高切削参数,提升加工效率。
(二)润滑油选型
齿轮加工 MQL 工艺需选用专用高性能微量润滑油,核心技术指标如下:
指标项 技术要求
基础油类型 植物基环保基础油
运动粘度(40℃) 10 - 20 mm²/s
闪点 ≥ 200℃
极压抗磨性 四球试验 PB 值 ≥ 600N
生物降解性 ≥ 90%(符合 OECD 301 标准)
(三)工艺参数优化
以滚齿加工为例,优化后的 MQL 工艺参数参考如下:
参数类别 参数值
切削速度 较传统工艺提高 10% - 20%
进给量 0.1 - 0.3 mm/r
润滑油喷射压力 0.4 - 0.6 MPa
润滑油用量 5 - 15 mL/h
(四)质量管控措施
1. 加工过程监测:通过在线监测设备实时监控切削区域温度、刀具磨损量,确保 MQL 系统稳定供油。
2. 成品检测:加工后对齿轮的齿形误差、齿向误差、表面粗糙度等指标进行全检,对比传统工艺数据,持续优化工艺参数。
3. 刀具管理:MQL 工艺可延长刀具寿命 30% - 50%,需建立刀具更换台账,根据刀具磨损规律制定更换周期。
五、成本效益分析
(一)成本对比(以年产 10 万件齿轮为例)
成本项目 传统切削液工艺 MQL 工艺 成本降幅
切削液/润滑油采购成本 50 万元/年 3 万元/年 94%
废液处理成本 20 万元/年 0.5 万元/年(油雾回收运维) 97.5%
工件清洗成本 15 万元/年 0 100%
设备维保成本 10 万元/年 6 万元/年 40%
(二)效益预估
1. 直接经济效益:实施 MQL 工艺后,每年可降低综合成本约 85.5 万元;加工效率提升 15%,年增产约 1.5 万件齿轮,新增产值约 50 - 100 万元。
2. 间接效益:车间环境显著改善,降低员工职业健康风险;符合环保政策要求,避免环保处罚风险;提升企业绿色制造形象,增强市场竞争力。
六、方案实施步骤与周期
1. 前期准备阶段(1 - 2 周):完成设备调研、MQL 系统选型、润滑油样品测试;制定设备改造方案与工艺优化计划。
2. 设备改造阶段(2 - 3 周):完成 MQL 系统与油雾回收系统安装调试;进行机床参数调整与试加工。
3. 工艺验证阶段(2 周):批量试加工齿轮,对比检测加工质量与效率;优化润滑油用量、喷射压力等关键参数。
4. 全面推广阶段(1 周):完成操作人员培训;制定 MQL 工艺操作规程与维护保养制度;在全车间齿轮加工工序推广应用。
七、风险应对措施
1. 油雾泄漏风险:选用密封性能良好的机床防护罩,定期检查油雾净化器滤芯,确保负压吸附效果;制定油雾泄漏应急处理预案。
2. 加工质量波动风险:试加工阶段严格把控工艺参数,建立质量追溯体系;储备不同型号 MQL 润滑油,根据加工材料及时调整选型。
3. 操作人员适应风险:开展专项培训,讲解 MQL 工艺原理、操作规范与安全注意事项;安排技术人员现场指导,确保平稳过渡。
八、结论
微量润滑(MQL)技术替代传统切削液,是齿轮加工领域绿色化、高效化、精准化的重要升级方向。本方案通过设备改造、润滑油选型、工艺优化等措施,可实现降本增效、环保达标、质量提升的多重目标,为企业带来显著的经济效益与社会效益,具备全面推广的可行性。
联系人:金兆节能
手机:13681715514
座机:021-52913386
邮箱:13681715514@139.com
地址:上海市虹口区东大名路888弄5-703
手机:
021-52913386 (座机)
13681715514 (手机)
邮箱:
13681715514@139.com
地址:
上海市虹口区东大名路888弄5-703 (办公)
浙江省嘉兴市平湖市独山港镇中山路3288号1幢 (工厂)